中铝旗下一公司开启“静音工厂”生产模式(2)
攻坚克难掀起革新浪潮
众所周知,在电解铝企业,走进电解车间广播声肯定是声声入耳,电压摆、电压异常、效应时间过长等伴随着打壳下料气缸“杠、杠、杠”的声音,可谓是一场“精彩的噪音交响乐”。针对此情况,生产技术条件的调整刻不容缓,该厂生产安环组联合两个电解技术组天天跑现场,竖起耳朵听,拿着电解曲线比对,翻阅文献资料,想方设法加强技术条件和操作管理,减少因电解槽不稳定和受浓度影响带来的噪音,合理控制效应系数,杜绝异常效应,由原来的人工干预逐步实现向电解槽自动控制过渡。
设备方面,打壳气缸的改造是他们消音的主攻方向。他们根据设备性能及多年的维修经验,在反复推敲和多次试用后,制订了改造方案,在打壳气缸换向阀上加装快速接头改造消音器和扣压气管进行回风消音。同时,在打壳气缸内部火塞和上下端盖之间加装缓冲垫,直接消除了火塞和上下端盖之间的撞击声。
另外,因天车轨道接头处高低不平,天车在行进过程中易造成行动轮磨损、变形从而产生噪音。该厂电解系列维修人员开动脑筋,根据轨道接头大小利用废旧传送带制作了可减震的轨道垫板,大大降低了噪音和行动轮的磨损,延长了使用寿命,以微小的投入,取得了良好效果,可谓是一举两得。
烟气和粉尘的无组织排放是治理和保持现场环境卫生的重要“杀手”,也是电解铝厂急需攻克的又一难题。在新槽投用初期,槽上部三角槽门处的孔洞及16根阳极导杆与槽上部水平罩板之间的缝隙,都易造成烟气和粉尘的漏排。为解决此问题,该公司员工通过反复尝试,利用供料净化区域替换下来的废旧除尘布袋对槽门角部、三角盖板四角和出铝气缸导向座进行密封,同时用保温棉对阳极导杆处进行密封,有效解决了烟气和粉尘的无组织排放,使车间环境大大提升。
推荐阅读

灭火器过期?别被“假消防”忽悠了!
中国消防2025-07-08 11:10:19
警惕!境外势力入侵校园广播
国家安全部2025-07-07 14:47:00
当心!这些“人民大会堂”门票是假的,不要买!
央视新闻客户端2025-07-07 08:02:13
男子兑换2万枚硬币被拒 银行回应 资金来源存疑
百家号2025-07-08 13:58:11
李在明支持率为何飙升 施政成绩单亮眼
百家号2025-07-08 13:57:49
2025年中国电影总票房破300亿 国产片强势领跑
光明网2025-07-08 13:52:59
外媒:法国总统马克龙为蝉联奥运金牌的法国男排球员授勋 荣誉军团勋章表彰
懂球帝2025-07-08 13:42:02
记者:美加州GDP恐缩水10% 移民执法冲击经济
www.163.com2025-07-08 13:57:22
全红婵和练俊杰约定“全运会见” 养伤期间相互鼓励
光明网2025-07-08 13:59:51
伊朗否认曾试图暗杀特朗普 称以方谎言挑起争端
环球网2025-07-08 13:45:50
泉州两男子海钓被困后脱险 夜色中的紧急救援
环球网2025-07-08 13:44:04
传言中的057驱逐舰存在吗?
2025-07-08 13:41:17
浙闽暴雨大暴雨来了 丹娜丝影响增强
搜狐网2025-07-08 13:51:06
现金资产配置占比下降 年轻人更愿配置另类资产:多样化投资趋势显现
青瞳视角2025-07-08 13:49:01
曝欧盟不想接特朗普关税函 或有限让步
观察者网2025-07-08 13:36:49
以军袭击加沙一诊所 致6死15伤
光明网2025-07-08 13:50:32
高温天民警成功寻回走失女子 深夜山中救援
搜狐网2025-07-08 13:48:35
外交部一连两个表态都说到印度!
今日头条2025-07-08 13:38:59
女子被撞飞 路人纷纷抬车救人
百家号2025-07-08 13:44:22
上海迪士尼今日上新 有人通宵排队 抢购热潮再现
百家号2025-07-08 13:55:20
涉企网络黑嘴被掌嘴 专项行动成效显著
光明网2025-07-08 13:53:18
特朗普与马斯克从心腹到政敌 关系急速反转
大众日报2025-07-08 13:46:07
WTT美国大满贯王艺迪晋级女单32强 强势横扫对手
大众日报2025-07-08 13:50:43
博主:美加征关税日韩的回应不太妙 两国或选择妥协
网易2025-07-08 13:43:47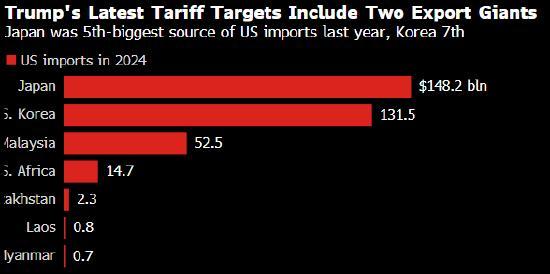
特朗普新一轮关税为何日韩首当其冲 贸易政策重置冲击
新浪财经2025-07-08 13:39:35
饭店员工将顾客喝剩茶水倒回茶壶,餐厅致歉称已全部更换茶具
微博2025-07-08 13:57:25
乌防长美国豪宅曝光说明什么 贪腐疑云笼罩乌政坛
小祥说点事2025-07-08 13:55:01
事关稳定币 深圳发布风险提示 警惕非法集资陷阱
环球网财经2025-07-08 14:00:02
台民众党:“大诈骗”已成日常 岛内诈骗频发
环球时报2025-07-08 13:53:17
台风丹娜丝致浙江上百客运航线停航 海事部门全面布防
央视新闻2025-07-08 13:55:39
40℃高温席卷欧洲 中国空调抢手 欧洲转向“清凉”需求
每日经济新闻2025-07-08 13:37:23
俄罗斯前交通部长斯塔罗沃伊特自杀身亡 免职当天身亡
央视新闻2025-07-08 13:44:14
特朗普:将对乌输送更多武器 优先考虑美国利益
网易新闻2025-07-08 13:55:29
济南一知名酒店“摆摊” 接地气转型引关注
鲁网2025-07-08 13:46:11
民警在政务大厅发现网逃人员 默契配合将其抓捕
人民日报2025-07-08 14:00:48